
Turnkey Solutions
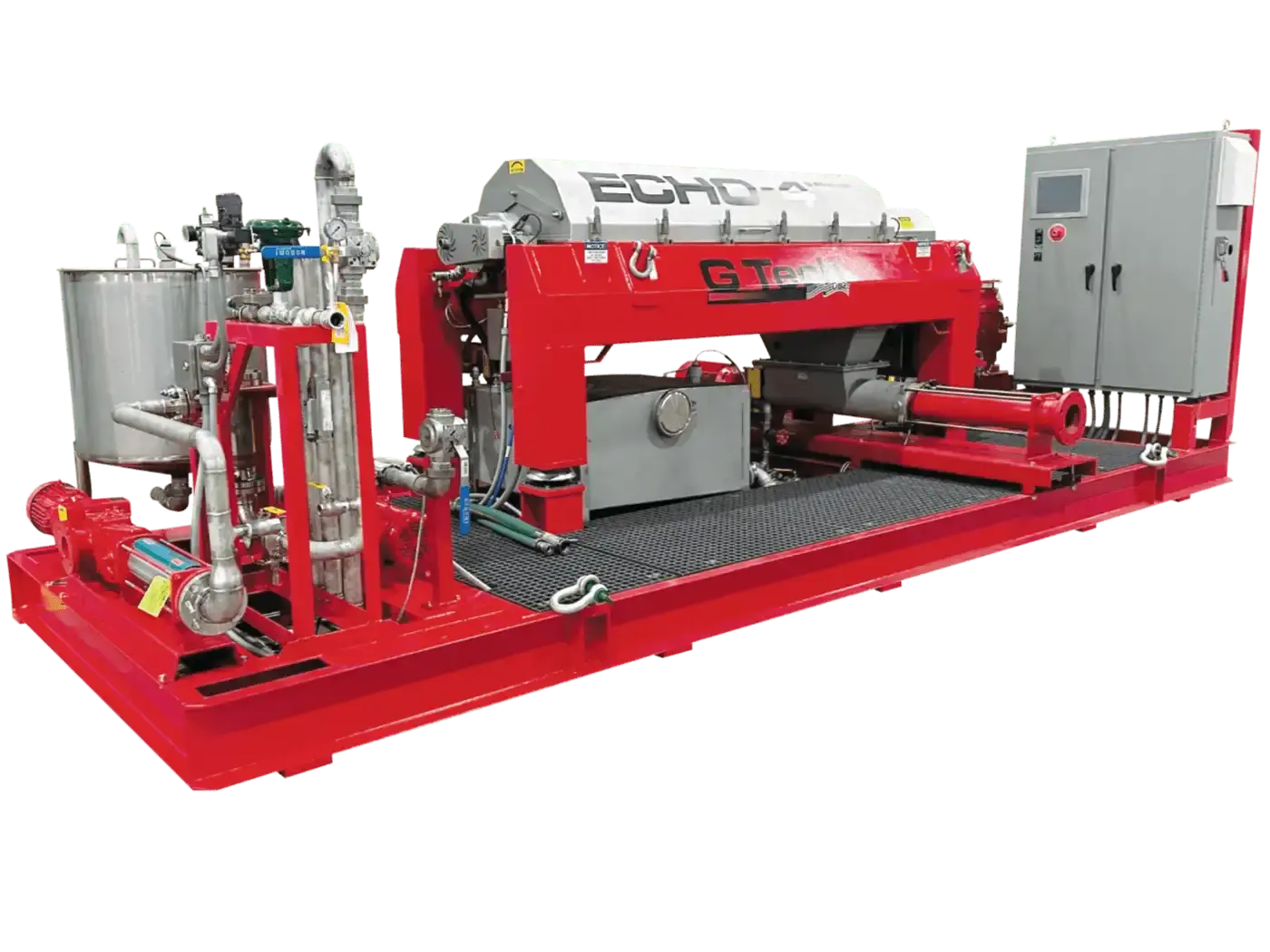
Wherever your business is located and in any environment, GTech has a turnkey solution that can be tailored to your needs.
Our range of compact and mobile skids, containers and trailers allows our technology to be easily integrated into your systems or relocated to anywhere your operation takes you.
Developed for a wide range of industries, including edible and inedible oils and by-products, oil and gas, industrial, environmental and waste management sectors, these solutions are ideal for businesses that demand hard working separation technology with a high degree of quality and accuracy wherever they are.
Our local design and manufacturing capability offers real advantages when it comes to production lead times, performance, and maintenance – all contributing to a lower overall cost of ownership.
We work hard to understand our clients’ needs and tailor solutions to the specific demands of their business. Using state of the art software and providing unparalleled customer support, we can help improve performance and reliability.
Our Turnkey Range
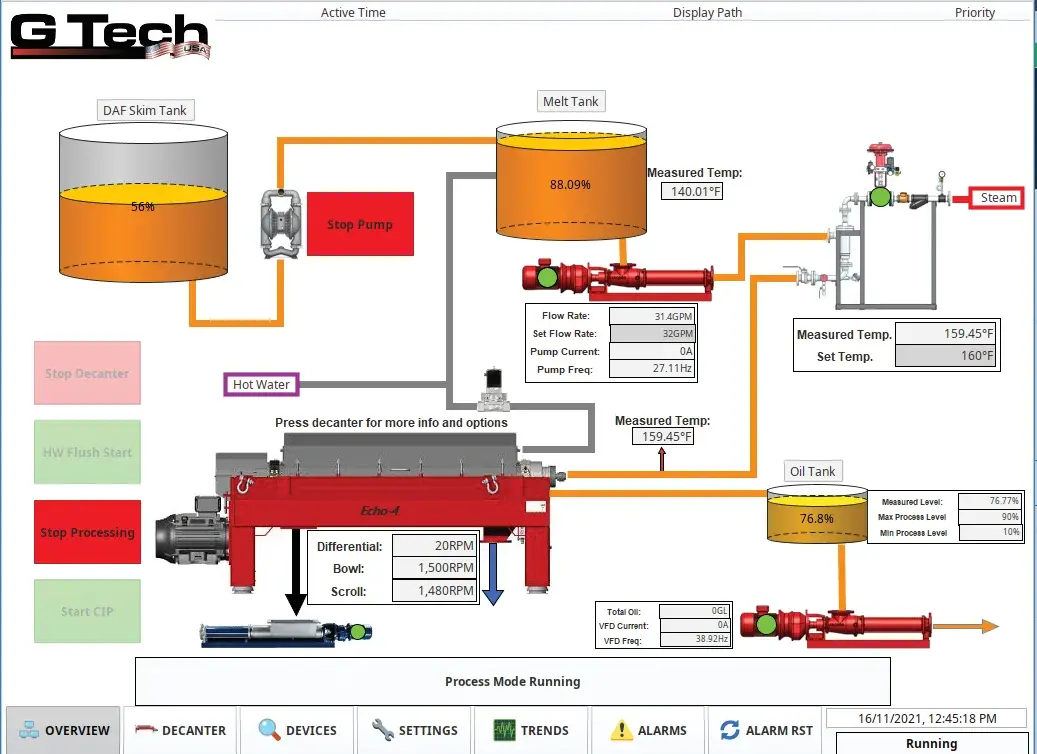
The HMI illustrates the operational system that automates the 3 phase process. This controls tank level sensors, flow meters, pick heater temperatures, feed pump, oil pump and the Echo 3 phase decanter.
Industry Applications
Edible and Inedible Oils and By-Products
Turning waste into valuable revenue streams.
Oil and Gas
Recovering and recycling high-quality oil.
Industrial
Demonstrating environmental commitments.
Environmental and Waste Management
Cleaning water and handling waste.